新沂通過式拋丸機多少錢
發布時間:2023-02-12 01:51:49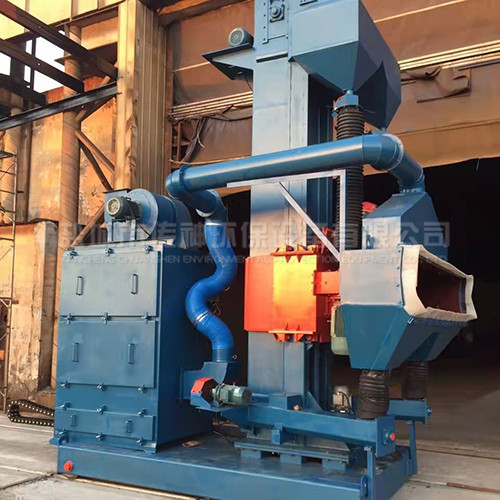
新沂通過式拋丸機多少錢
通過式拋丸機主要有清掃室、輸送輻射、行進機、分離器、輸送管道、拋丸機、吹掃設備、進出口密封、除塵系統、電氣控制等。拋丸機廠家清掃室清掃室為大容腔板式箱形組焊結構,室內壁襯有ZGMn13耐磨保護板,清掃作業在密封的容腔內進行。運輸線路分為室內運輸線路和裝卸材料段運輸線路。室內輟道外套高鉻耐磨護套和限位環,高鉻耐磨護套用于保護輻射,受到彈丸沖擊,限位環可以使工件在預定的方向工作,防止偏移,構成事件。行進機主要由上、下傳動、筒體、皮帶、料斗等組成。行進機上下同徑帶輪由筋板、板和輪轂組成,增強摩擦力,防止滑動表象,延長帶的壽命。行進蓋彎曲成形,打開行進蓋可以修補料斗和重疊帶的更換。打開行進機下殼的蓋子,可以清除底部彈丸的堵塞。調整行進機上殼兩端螺栓的上下移動,可以保持行進帶的緊度。上下帶輪選擇帶方座外球面球軸承,受振動沖擊時可自動調整,密封性好。分離器螺旋輸送機主要由減速電機、螺旋軸、螺旋殼組成。選用帶方座外球面球軸承,該軸承受振動沖擊時可自動調整,密封性好。輸丸管輸丸管具有兩層控制丸功能,各閘管上設有閘板,分離分離器阻斷來自彈丸,便于修補各自的拋丸器閘板的打開大小,可以調整彈丸流量,也可以根據清掃工件的規范隨意組合,打開關閉閘門的數量,節約能源。

新沂通過式拋丸機多少錢
拋丸機的葉片被拋出的大多數彈丸不停地沖擊著,因而葉片是拋丸器中易損壞的部件。葉片的磨損或開裂會使葉輪在高速旋轉時產生振動檢查發現葉片有深溝或磨損一半以上應及時更換。此外,葉片鑄造缺陷必然會加速葉片的磨損。由于有鑄造缺陷的葉片會使彈丸在運動過程中彈跳,反過來會沖刷葉片,加劇葉片的磨損。為保證拋丸機運行的穩定性,葉片變換必須成對停止,即必須同時更換與不合格葉片相對的葉片,以達到良好的動態平衡。如果拋丸機的葉片問題導致拋頭工作異常,則更換所有葉片。不得使用有鑄造缺陷的葉片。注意裝置葉片時,1組8片葉片的重量差不大于5克。拋丸機頂護板與側護板端護板之間有一定的間隙。為了保證彈丸不溢出,拋丸機制造商的外蓋和盒子用橡膠材料密封。由于機械振動,局部彈丸沖擊橡膠墊經常形成密封墊,擊穿溢流大量彈丸。密封墊必須及時更換。現采用聚氨脂板替代橡膠板作為密封墊。聚氨脂板具有較高彈性,強度,優良的耐磨性,耐油性,有較強的耐疲倦性及抗震動性,運用效果良好。

新沂通過式拋丸機多少錢
拋丸機制造商對拋丸機有哪些研磨方法?水渦磨削法:水渦磨削法是將安裝在垂直或水平表面的桶磨削槽安裝在磨削石、水和磨削液中,然后磨削槽旋轉,由于向心力而產生剛性磨削層。將鋼件安裝在研磨層中,會造成與研磨石相對速度差而產生的研磨效果。拋丸清理機的旋轉研磨方法:旋轉研磨方法是在研磨槽中安裝鋼件、研磨石、研磨液和水進行設定的旋轉健身運動。通過拋丸機制造商,化學物質表面會產生流動層,并進行照明。這種研磨方法更適合中小型零件及其批量生產的鋼件研磨。拋丸清洗機振動研磨方法:振動研磨方法是在研磨槽內安裝鋼件、研磨石、研磨液和水進行振動,采用振動引起的研磨石與鋼件之間的相對速差進行研磨。清除了旋轉研磨設備造成的凈室內空間,充分利用了100%的研磨槽有機溶劑。這種研磨方法比旋轉研磨設備的勞動效率提高了3~5倍,生產加工的鋼件沒有痕跡、變形等狀況。一般選用的碾磨方法。

新沂通過式拋丸機多少錢
吊鉤拋丸機實際操作時,根據粒料的粒度分布和外觀進行操作和選擇,調整設備的行走速度,操作粒料的彈射水流量,獲得不同的拋射抗壓強度和不同的金屬表面處理實際效果。吊鉤式拋丸機工藝處理和拋丸設備依據等待審核表層的差別根據3個主要參數操縱解決過的表層情況。挑選顆粒物的尺寸和樣子;吊鉤式拋丸機的走動速率;鉤式拋丸清理機的顆粒物水流量。所述3個主要參數互相配合,以得到不一樣的解決實際效果,并保證拋丸除銹后表層的理想化表面粗糙度。在吊鉤拋丸機的整個應用過程中,有一些因素會危及拋丸機的實際清洗效果:拋丸機的拋擲方位不準確,吊鉤拋丸機在定項架部位的調整;粒度不同,再次選擇粒度;顆粒物聚集或長期應用,顆粒物被拆卸和更換;顆粒物供應不足,適度添加新的彈丸。

新沂通過式拋丸機多少錢
拋丸機脫脂的目的是去除工件表面的油污。拋丸后,附著在拋丸上的工件會形成油泥,影響涂層質量。同時,油污會堵塞除塵過濾,導致過濾使用壽命縮短。嚴重的話會堵塞除塵設備,導致除塵設備報廢。卡車廠拋丸線脫脂采用加熱噴射處理系統,工藝要求:溫度40~70℃;槽液濃度1~5點。生產過程中,應及時調整,以確保達到工藝要求的范圍。梁式拋丸線還應控制噴射壓力在0.2~0.4兆帕范圍內,過低容易清洗,過高容易將工件從掛擊落。清洗保養:脫脂槽每周換水一次,徹底清理沉淀物;濾網每2小時清洗一次;噴嘴每天調整一次,方向準確,不堵塞;管道每月清洗兩次。洗滌設備類似于脫脂,也采用加熱噴射處理系統,但只控制溫度(40~70℃),不需要控制濃度,其他管理與脫脂相同。縱梁拋丸線采用壓縮空氣吹水強制瀝水,橫梁拋丸線采用旋轉離心瀝水自動控制。要求工件表面的浮水基本瀝干,減輕干燥壓力,節約能源。干燥溫度應為70~120℃,以保證工件表面的殘水清潔。瀝水和干燥的管理是去除工件表面的水分。帶水工件進入拋丸機的后果比帶油工件更嚴重。首先,帶水工件拋丸后容易生銹,影響涂層質量;其次,水進入拋丸機會導致鋼丸和拋丸產生的灰塵生銹和結塊,導致拋丸機輸送系統和除塵系統堵塞,嚴重時報廢。因此,在生產過程中,應確保工件表面的水分被去除。