蕪湖拋丸清理機供應
發布時間:2023-07-10 01:42:48
蕪湖拋丸清理機供應
關于拋丸機,其簡單理解的話,便是一種機械設備。復雜點的話,它是一種能夠強化鑄件外表的鑄造設備。拋丸機廠家在拋丸機的運用上,其開始,是用來去除工件外表的粘砂及氧化皮等的,其丸砂速度是為50—100nds。但后來,它逐漸被賦予了其他一些新功能,然后使其得到了更廣泛的應用。在除銹等級上,一般是分為四個,用Sa來表示,其詳細含義是為:Sa1:等級輕,只需要工件外觀看不見的油脂和污垢,沒有附著力差的附著物,包括氧化皮、銹蝕和油漆涂層。Sa2:干凈等級,相關于Sa1等級,有附著物的話,應是結實附著。并且,抗滑系數到達0.35—0.45。Sa3:要求是非常干凈,即使有殘留物,也只能僅僅是點狀或條狀的輕微色斑。其抗滑系數,應到達0.45—0.5。Sa4:是高等級,要求是徹底沒有殘留物、附著物等。并且工件外表,是應呈現出金屬般的光澤。

蕪湖拋丸清理機供應
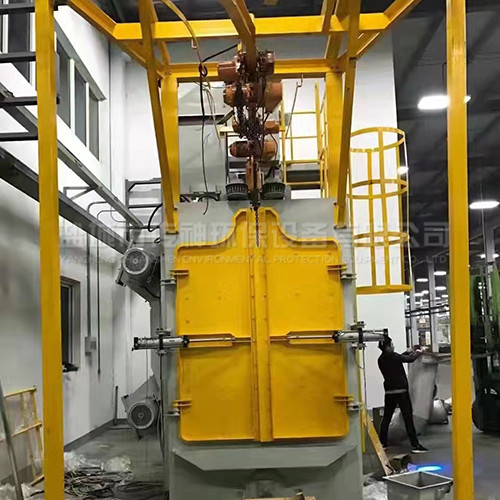
吊鉤拋丸機實際操作時,根據粒料的粒度分布和外觀進行操作和選擇,調整設備的行走速度,操作粒料的彈射水流量,獲得不同的拋射抗壓強度和不同的金屬表面處理實際效果。吊鉤式拋丸機工藝處理和拋丸設備依據等待審核表層的差別根據3個主要參數操縱解決過的表層情況。挑選顆粒物的尺寸和樣子;吊鉤式拋丸機的走動速率;鉤式拋丸清理機的顆粒物水流量。所述3個主要參數互相配合,以得到不一樣的解決實際效果,并保證拋丸除銹后表層的理想化表面粗糙度。在吊鉤拋丸機的整個應用過程中,有一些因素會危及拋丸機的實際清洗效果:拋丸機的拋擲方位不準確,吊鉤拋丸機在定項架部位的調整;粒度不同,再次選擇粒度;顆粒物聚集或長期應用,顆粒物被拆卸和更換;顆粒物供應不足,適度添加新的彈丸。
蕪湖拋丸清理機供應
通過拋丸機是指對鋼板、鋼、鋼梁、型鋼、鋼管、鑄鋼件等各種鋼材進行連續除氧化皮、清洗和預處理的機械設備。輥道通過拋丸機操作簡單。只需將鋼材裝載到機器中,按下啟動按鈕。經過短時間的循環周期后,系統會自動卸下處理好的材料,即完成整個清洗過程,去除所有灰塵和殘留的球。特殊拋頭能進一步提升產能,大幅度增強拋丸性能和耐磨損力。輥道可與鋸、鉆、銑、噴漆、烘干等其他操作進行整合,為客戶提供全套的處理設備。加配輸送鏈和交叉傳送系統,能進一步提高生產率。輥道以其高度可靠性、使用壽命長、工程設計不斷進步、性能好而聞名。拋丸機秉承了一貫的產品優勢,代表了生產力和效能。如配備拋頭系統,能讓您的生產力得到很大程度地提升。輥道式拋丸機提供高性價比,是理想的清理設備。用拋丸機進行機械除銹,已在生產中獲得了認可并得到廣泛的應用。設備組合系統使工藝過程可靠、經濟,保證了工件要求的清潔度。拋丸機系統自動化程度高,配備用戶指定的裝卸單元。整個系統可以作為獨立的設備或整合到整個除銹和防腐處理生產線上。1、設計簡單,符合流水線生產要求;2、改善生產連續化過程;3、輸送距離短(沒有產品中間的存儲過程);自從拋丸過程整合到整個自動化生產線上,操作成本大大降低。

蕪湖拋丸清理機供應
通過式拋丸機的安全操作應留意哪些?通過拋丸機是一種機械設備,可以對厚鋼板、槽鋼、不銹鋼板、無縫鋼管等各種原材料進行去除空氣氧化皮、去除和一體化處理。在應用過程中,為了保證機械設備的安全,人們必須做以下事項:1、禁止違背通過式拋丸機的操作流程,不然將會導致多余的損害;2、設備在運行時,實際操作工作人員和上、倒料工作員要配戴好護目鏡工作衣帽;3、由于鋼件運行速度不顯著,在整個健身過程中禁止站在路軌上,尤其是站在鋼件健身方向的人。清丸的實際操作和觀察;4、設備在運作中禁止開啟出入端密封性倉觀查門;5、拋丸機內部橡膠密封件易點燃,禁止操作溫度超過150攝氏度,進行維護時防火;6、電氣柜上必須懸掛警告牌,進入設備內部維修時必須斷開主開關電源;7、拋丸清理機在健身運動全過程中禁止開啟機蓋;8、傳動鏈條、三角皮帶等保護罩只能在檢修時取出,設備運行時要安裝堅固;9、維修時禁止將專用工具遺留下在螺旋式、傳動鏈條、電動機端等處。

蕪湖拋丸清理機供應
拋丸機是否應采取一些防爆措施,取決于其使用環境、工件類型、使用要求等。如果工件在拋丸過程中會產生爆炸性粉塵,或在某些環境條件下有爆炸風險,則需要采取一定的保護措施,以避免或防止爆炸。拋丸機采取防爆措施的話,在具體措施上,是為:拋丸機除塵器本體內表面無漆膜,本體有散口。在除塵袋上,應選擇含金屬絲的導電濾袋。此外,在除塵風管上,其法蘭接地,并在風管入口側安裝單向逆止閥。拋丸機體接地,風機電機采用防爆型,各部位安裝斷路器漏電保護器。影響拋丸清理機價格高低的主要因素:1、拋丸速度;拋丸速度增加時,拋丸強度也增加,但速度過高時,拋丸破損量增加。2、拋丸的硬度;當拋丸硬度高于零件硬度時,其硬度值的變化不會影響拋丸強度;當拋丸比零件軟時,如果拋丸硬度值降低,拋丸強度也會降低。3、噴射角度;拋丸射流垂直于待噴表面時,拋丸強度高,一般應保持在這種狀態。如果零件的形狀有限,必須用小角度噴丸,應適當增加噴丸的尺寸和速度。4、拋丸的破碎量;拋丸動能低,破碎的拋丸越多,噴丸強度越低,不規則的碎丸會劃傷零件表面。因此,應經常清除碎丸,以確保噴丸完整性大于85%。拋丸設備基本相同,只需使用一些輔助裝置來更嚴格地控制拋丸過程。5、拋丸大小;拋丸越大,沖擊動能越大,拋丸強度也越大,但拋丸的覆蓋率降低。因此,在保證拋丸強度的同時,應盡量選擇較小的拋丸。此外,噴丸尺寸還受零件形狀限制。當零件上有溝槽時,拋丸直徑應小于溝槽內圓半徑的一半。拋丸粒度常在6~50目之間選用。